
熔接線的形成機理以及用Moldflow怎么判讀
2016-11-23 by:CAE仿真在線 來源:互聯網
一、熔接線的形成原因及分類
在注塑成型過程中,當采用多澆口或型腔中存在孔洞、嵌件、以及制品厚度尺寸變化較大時,塑料熔體在模具內會發(fā)生兩個方向以上的流動,當兩股熔體相遇時,就會在制品中形成熔接線(weld line),具體根據交匯角又可以分為熔接線(weld line)圖1-1和熔合痕(meld line)圖1-2。按產生方式的不同,熔接線可分為熱熔接線(hot weld line)和冷熔接線(cold weld line)。從表觀上看, 熔接線有曲線形狀的,也有近似于直線的,從制品壁厚截面上看,熔接線有在外表面上的,也有深入表層一定深度呈V 型溝痕的,甚至有的貫通整個壁厚截面。當注塑制品體積或尺寸比較大,為縮短注塑時間,常采用多注入口的方式注入熔體,當兩股面對面流動的熔體相遇后,不再產生新的流動,這時所產生的熔接線成為冷熔接線(或對接痕);當熔體流動中碰到障礙物(如嵌件)后分成兩股或多股熔體,繞過障礙物,分開的熔體又重新匯合并繼續(xù)流動,這時所形成的熔接線稱熱熔接線(或并合痕)。
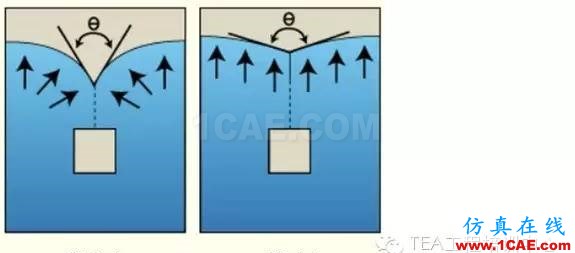
熔接線和熔合線的差異取決于合流流動前沿相遇的角度, 在上圖中,流動前沿(由黑色箭頭表示)相遇,如果匯合角 θ大于135度,則稱之為熔合線;如果匯合角度θ小于135度,則稱之為熔接線。
二、熔接線的評價
熔接線是注塑件的薄弱環(huán)節(jié),不但影響制品的外觀,而且容易產生應力集中,影響制件的總體強度,熔接線的熔接強度。定義如下:
σ=P1/S×K1 ×K2
式中:
σ ——— 熔接強度;
P1 ——— 熔體芯層的流動壓力;
S ——— 熔接區(qū)域的面積;
K1 ——— 材料系數;
K2 ——— 材料溫度系數。
熔接線對制品的損害程度可定量地用接縫系數FKL 來表示其定義如下:
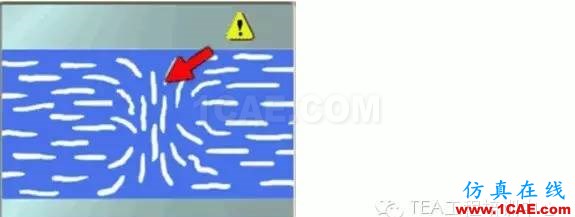
FKL =PY/PN式中,PY、PN 分別為含熔接線的試樣的性能值和無熔接的試樣的性能值,其中試樣性能是指拉伸強度、斷裂伸長率等參數。FKL 值愈小,熔接線的性能愈差,對制品總體性能 的削弱程度愈大,因此FKL 值應盡量大。 對于薄壁零件,熔接線強度由于受到高壓影響會經一步降低。 流動前沿相遇時,分子取向存在明顯的差異,導致此點的強度明顯下降,見下圖
三、影響熔接線的因素
? 接縫的類型,熱熔接線的性能明顯優(yōu)于冷熔接線;
? 塑膠材料,無定型脆性材料的熔接縫使制品損害嚴重,無定型韌性材料的熔接縫對制品損害較小,半結晶型材料的熔接縫也具有較高的接縫系數。無論哪種類型材料,添加填料、增強劑之類雖然對塑料可以起到增強作用,但卻會引起接縫系數顯著減小;
? 工藝條件,一般而言熔體溫度越高、模具溫度越高、充填時間越短、保壓壓力越高,接縫系數也越高;
? 制品與模具結構,模具結構的可充填性好,有利于順利充模,熔接縫性能也較好,同時模具的有效排氣也有利于改善接縫系數。
四、解決方案
塑料零件上的熔接線和熔合線可導致結構問題和外觀無法接受。(可能出現條紋、刻痕和/或變色。)因此,應盡可能避免熔接線和熔合線(如果型腔具有非平衡流動,可能產生不必要的熔接線和熔合線)。
如果無法消除熔接線/熔合線,則應盡量使其位于最不易受影響的區(qū)域。避免使熔接線出現于有強度要求或者外觀平滑要求的區(qū)域。要達到此目的,可以更改聚合物注射位置或改變壁厚,從而調定不同的填充時間。填充的時間不同,流動前沿就可能在不同的位置相遇,從而改變熔接線/熔合線的位置。
?移動:
更改澆口位置
更改零件厚度
?提高質量:
增加熔體和模具溫度。這樣可使流動前沿熔合更多
提高螺桿速度。優(yōu)化流道系統設計。減小流道尺寸并持相同的流動速率,以便使用剪切熱來提高流動前沿的熔體溫度。
五、根據Moldflow結果評價熔接線
Moldflow 的熔接線模擬結果生成后要把熔接線結果圖疊放在熔體流動前鋒溫度圖上,并激活前鋒溫度圖,觀察熔體的前鋒溫度是否小于熔體的凝固溫度,兩股相遇熔體的前鋒溫度差是否大于10℃。如果熔體的前鋒溫度小于熔體的凝固溫度,那么熔接線就會提前凝固,不利于熔體的融合,造成熔接線處的機械性能下降。如果兩股相遇熔體的前鋒溫度差大于10℃,那么熔體融合得不好也造成制件的機械性能降低。把熔接線缺陷的結果疊放在氣泡結果圖上,觀察熔接線是否與氣泡結果重合,如果兩者重合會大大降低熔接線處制件的強度,這種情況是應該避免的。最后把熔接線缺陷結果疊放在填充時間結果上,觀察熔接線是否出現在最大填充時間處,如果兩者重合,則熔接線一般出現在充填的末端,最可能在制件的表面上,這種情況也是應該消除的。
相關標簽搜索:熔接線的形成機理以及用Moldflow怎么判讀 Moldflow分析培訓 Moldflow課程培訓 Moldflow注塑分析的塑膠制品應用 Moldflow視頻 Moldflow技術教程 Moldflow資料下載 Moldflow分析理論 Moldflow軟件下載 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓




