
proeNGINEER在凸輪加工中的應(yīng)用
2013-05-17 by:廣州有限元分析、培訓(xùn)中心-1CAE.COM 來源:仿真在線
強(qiáng)立明 來源:e-works
關(guān)鍵字:CAD應(yīng)用 proeNGINEER 凸輪加工
在印鈔造幣機(jī)械中,凸輪的使用很多,既有平面凸輪,又有空間凸輪,其中空間凸輪的加工一直是機(jī)械加工中的難點(diǎn)。傳統(tǒng)的加工方法是用分度頭銑削或用靠模法加工,加工難度大,周期長,加工精度低,對操作工人的水平要求高。
在印鈔造幣機(jī)械中,凸輪的使用很多,既有平面凸輪,又有空間凸輪,其中空間凸輪的加工一直是機(jī)械加工中的難點(diǎn)。傳統(tǒng)的加工方法是用分度頭銑削或用靠模法加工,加工難度大,周期長,加工精度低,對操作工人的水平要求高。自從我廠購置數(shù)控機(jī)床后,利用配有數(shù)控分度頭的數(shù)控銑床加工空間凸輪替代了傳統(tǒng)的加工方法,在很大程度上提高了凸輪的加工精度和加工效率,但是空間凸輪的數(shù)控加工程序一直是靠手工編程的,手工編程有很多不足,主要表現(xiàn)為:
1.編程復(fù)雜,工作量大
在空間凸輪的工作圖中,凸輪的理論輪廓或工作輪廓尺寸是在其外圓柱的展開圖上以直角坐標(biāo)形式或列表形式給出。假如按1°將凸輪的輪廓尺寸在360°上均分,則在程序中就要輸入360個坐標(biāo)點(diǎn),工作量大,容易出錯。但有時圖紙上凸輪輪廓坐標(biāo)會以每5°或10°均分形式給出,由于間隔過大,數(shù)據(jù)不能直接使用,需要編程員對凸輪輪廓進(jìn)行插值細(xì)化,這在手工編程中難度很大,甚至是不可能的。
2.程序修改不方便
程序編好后,若在工作首件試切削時發(fā)現(xiàn)有錯誤或需要進(jìn)行修改,如逆銑改為順銑,則程序需要重新調(diào)整,調(diào)整過程是非常繁鎖的。
3.凸輪輪廓加工精度低
在手工編程中,程序中兩個坐標(biāo)點(diǎn)之間是用直線連接的,即直線插補(bǔ),由于手工編程的局限性,無法得到足夠多的坐標(biāo)點(diǎn),使得加工后的空間凸輪的工作輪廓與實際輪廓存在誤差,表面有棱,不順滑,精度低。
針對傳統(tǒng)加工和手工編程的不足,現(xiàn)在我們充分利用現(xiàn)有的CAD/CAM軟件proeNGINEER野火版3.0,解決了空間凸輪的加工難題。
一、凸輪的原始數(shù)據(jù)
現(xiàn)有一凸輪是從印刷設(shè)備上拆卸下來的,凸輪曲面有一定的磨損,經(jīng)三坐標(biāo)測繪,得到凸輪曲面的實際輪廓數(shù)據(jù),結(jié)果如圖1:
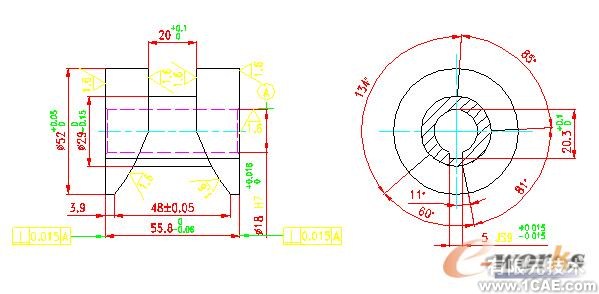
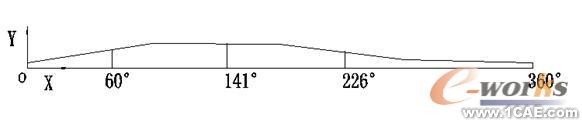
(圖1:凸輪展開圖)

(圖2:原始三維建模圖)
若根據(jù)三坐標(biāo)給出的數(shù)據(jù)直接建模,由三維圖2可看出,凸輪曲面不順滑,凹凸不平,尤其是過渡段與圓弧相接處明顯有棱邊,若這樣加工出的凸輪肯定是不能用的。此時,編程工藝員按三坐標(biāo)給的數(shù)據(jù)來手工編程,不僅手工細(xì)化插值存在困難,而且編程復(fù)雜,工作量大,數(shù)據(jù)校對也困難。若能通過軟件獲得數(shù)控銑床可識別的文件,則將大大簡化編程過程。
二、運(yùn)用proeNGINEER野火版3.0
針對三坐標(biāo)給出的數(shù)據(jù),我們決定用proeNGINEER野火版3.0軟件來完成凸輪數(shù)據(jù)的完善、模擬加工和自動生成數(shù)控銑床可識別的數(shù)據(jù)表。
1.使用proeNGINEER野火版3.0進(jìn)行數(shù)據(jù)分析和校正
進(jìn)入軟件后點(diǎn)擊文件、新建,選新建草繪,在名稱中輸入CURVE后進(jìn)入草繪模式,在草繪環(huán)境下,先建立坐標(biāo)系,并任意畫一條樣條線,選取樣條線并單擊右鍵進(jìn)入曲線屬性界面,展開文件菜單如圖3,再選箭頭選中所建坐標(biāo)系,最后單擊保存按鈕,就能把樣條線的幾個特征點(diǎn)的坐標(biāo)值保存下來,將其保存為CURVE_line.pts文件。

(圖3)
使用記事本程序打開CURVE_line.pts文件,可以看到proeNGINEER中樣條曲線所使用的文件格式,如圖4
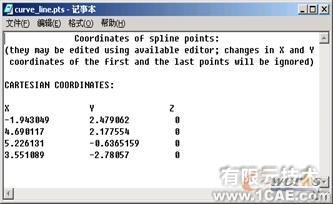
(圖4:樣條曲線所使用的文件格式)
將三坐標(biāo)給的數(shù)據(jù)坐標(biāo)點(diǎn)以圖的格式粘貼到CURVE_line.pts文件,并保存。然后再次回到圖的界面,選OPEN文件打開剛保存的CURVE_line.pts文件,出現(xiàn)“文件出現(xiàn)不同點(diǎn)數(shù),是否繼續(xù)?”提示,選取是。此時,凸輪數(shù)據(jù)就調(diào)入proeNGINEER中,如圖5所示
(圖5)
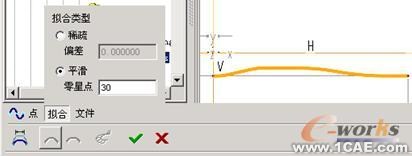
為了將曲線變得順滑,使曲率整體變化平穩(wěn),曲率圖越規(guī)則,則表示凸輪光順度越好,我們選取擬合中的平滑,零星點(diǎn)設(shè)置值為30,發(fā)現(xiàn)修改后的曲線與理想中的比較接近,保存并退出草繪。
2.三維建模
從文件中新建零件,名稱設(shè)為CAMSOLID.prt,先拉伸一個圓柱,從插入菜單中選取模型基準(zhǔn)進(jìn)入圖形,輸入SPLINE確定,從草繪菜單中選取數(shù)據(jù)來自文件,從系統(tǒng)文件中選擇剛才創(chuàng)建的曲線文件,進(jìn)入后比例和旋轉(zhuǎn)分別設(shè)為1和0,保存退出。選擇可變截面掃描工具,進(jìn)入草繪,繪制截面并從工具中選擇關(guān)系,輸入公式“3.9+evalgraph(“spline”,trajpar*360)”,如圖6所示。最終生成三維模型如圖7所示,由圖7可看出凸輪表面順滑度比較理想。
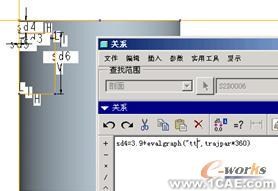
(圖6)

(圖7:修改后的三維圖)
3.三維仿真加工
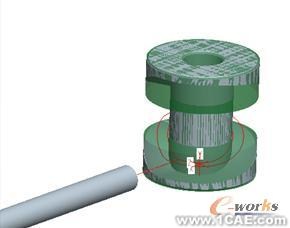
在proeNGINEER中,從文件中新建制造,進(jìn)入制造模式,進(jìn)行制造模式設(shè)置,如圖8,選擇剛才建好的三維模型。參照模型建好后就要為其創(chuàng)建一個工件,這里我們選擇已經(jīng)建好的工件進(jìn)行裝配,如圖9,將自動選項改為缺省,確定退出。在制造設(shè)置中,機(jī)床選擇4軸,并選擇一個加工零點(diǎn),零點(diǎn)設(shè)在圓柱端面中心,設(shè)置圓柱退刀平面。然后進(jìn)行加工設(shè)置,選擇軌跡,如圖10所示,選擇刀具、參數(shù)、四軸平面進(jìn)行相應(yīng)的設(shè)置,最后進(jìn)行定制設(shè)置如圖11,生成軌跡如圖12所示。進(jìn)入NC檢測,也就是三維仿真加工,如圖14所示。


(圖8) (圖9)
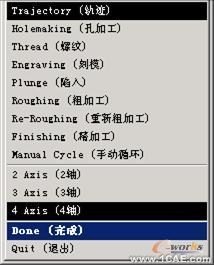

(圖10)

(圖11:定置設(shè)置)
(圖12:刀具軌跡)
在參數(shù)樹中修改參數(shù),根據(jù)實際情況設(shè)置走刀次數(shù)及粗精加工余量,可以很快生成刀具軌跡,實現(xiàn)粗精加工。參數(shù)設(shè)置參考圖13,圖中精加工余量留有
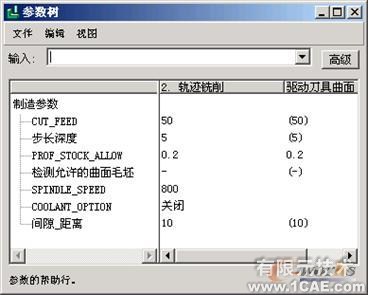
(圖13:參數(shù)樹)
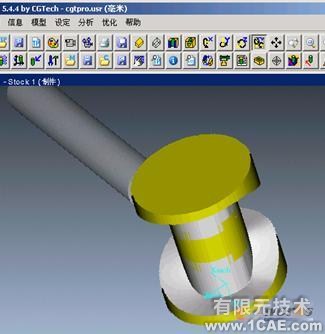
(圖14:仿真加工結(jié)果)
從以上仿真效果看,凸輪面順滑度很好,達(dá)到預(yù)期效果,最后由后置處理自動生成數(shù)控銑床能識別的G代碼文件,如圖15所示。經(jīng)臥式數(shù)控銑床HAAS加工和三坐標(biāo)再次檢測及裝機(jī)試驗,發(fā)現(xiàn)改善效果明顯,滾子從動件在凸輪表面運(yùn)動平穩(wěn),取得預(yù)期效果。
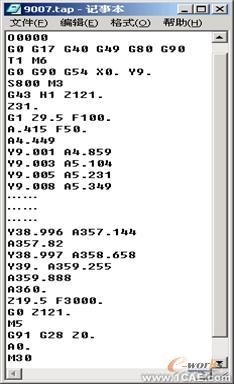
(圖15:加工程序)
三、結(jié)束語
通過空間凸輪加工難題的解決,充分體現(xiàn)了CAD/CAM軟件在數(shù)控加工中的重要性。利用proeNGINEER軟件,我們又解決了多種空間凸輪和平面凸輪的加工難題。目前,我們在加工凸輪方面已經(jīng)積累了豐富的加工經(jīng)驗。通過軟件也大大提高了對數(shù)據(jù)的分析和校正能力,降低了手工編程的難度,保證了零件的加工精度,從而提高了生產(chǎn)效率,降低了對操作工人的技術(shù)水平要求。因此,從事數(shù)控加工的技術(shù)人員只有在深入理解和掌握一種或多種CAD/CAM軟件,并在實踐中加以合理的運(yùn)用,才能深入挖掘數(shù)控機(jī)床的加工潛力,不斷提升機(jī)加工車間的工藝能力,提高產(chǎn)品質(zhì)量。
相關(guān)標(biāo)簽搜索:proeNGINEER在凸輪加工中的應(yīng)用 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓(xùn) Abaqus培訓(xùn) Autoform培訓(xùn) 有限元培訓(xùn) Solidworks培訓(xùn) UG模具培訓(xùn) PROE培訓(xùn) 運(yùn)動仿真
交通線路")

報名")

