
鈑金加工折彎壓死邊工藝,褶邊展開計算匯總!一定要收藏
2017-02-17 by:CAE仿真在線 來源:互聯網
1. H≦2T段差過渡處為非直線段兩圓弧相切展開時, 取基體外側兩圓弧相切點處作垂線, 向內側偏移一個料厚按圖示處理, 然后按Z折1 (直邊段差) 方式展開.
2. H>2T, 請示后再按指示處理.
反折壓平:
L= A+B-0.4T
1. 壓平的時候, 可視實際的情況考慮是否在折彎前壓線, 壓線位置為折彎變形區中部.
2. 反折壓平一般分兩步進行:
先V折30°, 再反折壓平.
故在作展開圖折彎線時, 須按30°折彎線畫, 如圖所示:
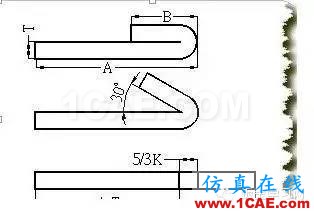
N折:
1. 當N折加工方式為墊片反折壓平, 則按L=A+B+K計算, K值依附件一中參數取值.
2. 當N折以其它方式加工時, 展開算法參見 “一般折彎4 (R≠0, θ≠90°)”.
3. 如果折彎處為直邊 (H段), 則按兩次折彎成形計算: L=A+B+H+2K (K值取90°折彎變形區寬度).
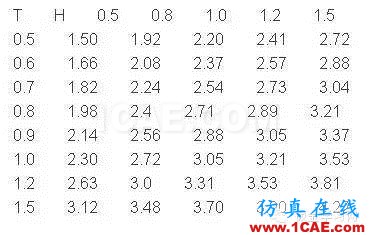
4. N折展開系數
1. 一次壓死邊
一次壓死邊的方法:如圖1-8所示,先用30度折彎刀將板材折成30度,再將折彎邊壓平。
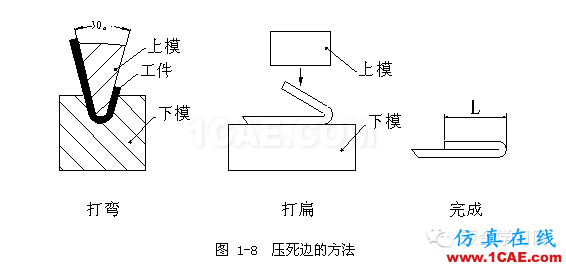
圖中的最小折彎邊尺寸L按照1.3.2.2中描述的一次折彎邊的最小折彎邊尺寸加0.5t(t為材料厚度)。壓死邊一般適用于板材為不銹鋼、鍍鋅板、覆鋁鋅板等。電鍍件不宜采用,因為壓死邊的地方會有夾酸液的現象。
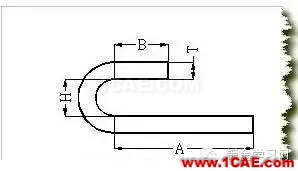
2. 180度折彎:
180度折彎的方法:如圖1-9所示,先用30度折彎刀將板才折成30度,再將折彎邊壓平,壓平后抽出墊板。
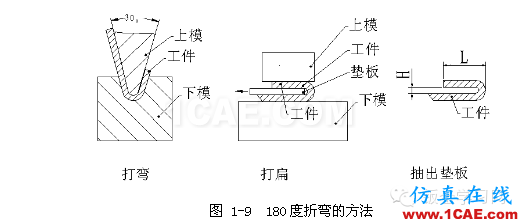
高度H應該選擇常用的板材,如0.5、0.8、1.0、1.2、1.5、2.0,一般這個高度不宜選擇更高的尺寸。
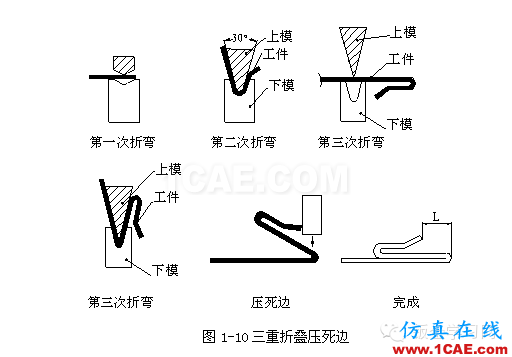
3. 三重折疊壓死邊:
相關標簽搜索:鈑金加工折彎壓死邊工藝,褶邊展開計算匯總!一定要收藏 SolidWorks培訓課程 SolidWorks設計教程 SolidWorks視頻教程 SolidWorks軟件下載 SolidWorks在建筑室內設計工業設計的應用 SolidWorks基礎知識 SolidWorks代做 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 Autoform培訓




